金属加工的第一步是切割
2021/1/18 11:55:57
关键字:
来源:
金属加工的第一步是切割,把原材料简单截断或者按形状分离而得到毛坯。常见的金属切割方法有:砂轮切割、锯切割、火焰切割、等离子切割、激光切割和水刀切割。
砂轮切割
采用高速旋转的砂轮片切割钢材。是比较普遍的切割方法。砂轮切割机使用起来,轻巧灵活,简单便捷,在各种场合得到广泛使用,尤其是在建筑工地上和室内装修中使用的比较多。主要用来对一些小直径尺寸的方管、圆管、异型管等进行切断加工。
锯切割
用锯条将工件或材料切出狭槽而进行分割的方法称为锯切。锯切通过金属带锯床实施。将材料截断是金属加工最基本的需求,因此锯床是机加行业的标配。锯床使用过程需要根据材料的硬度来选择合适的锯条,并调整最佳锯切速度。
激光切割
激光切割是使用高能量的激光束来加热、局部熔化、汽化金属,完成对材料的切割,通常用于薄钢板(<30mm)高效精密切割。
激光的切割质量非常优异,不但切割速度快,尺寸精度也很高(可达±0.05mm),而且由于激光束是作用于一个极小的区域,热影响区很小,工件几乎不变形。
从切割质量看,激光优于等离子;从切割速度看,等离子比激光快。
GH93/NCK20TA镍基高温合金材料
GH93/NCK20TA特性及应用领域概述:
是含有较高的钴和铬的沉淀硬化镍基合金,具有较高的强度和较好的组强稳定性,在815℃以下使用,综合性能良好,用于航空发动机涡轮叶片,小型发动机涡轮盘和紧固件。
GH93/NCK20TA相近牌号:
GH4093、Nimonic93(英国)、 NCK20TA(法)
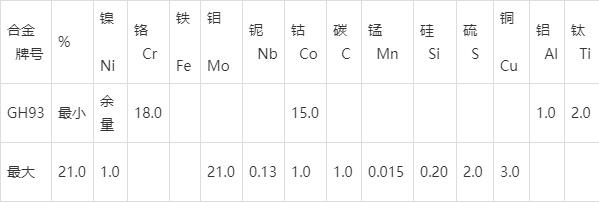
GH93 /NCK20TA化学成分:(GB/T14992-2005)
GH93/NCK20TA物理性能:
GH93/NCK20TA力学性能:(在20℃检测机械性能的最小值)
GH93/NCK20TA生产执行标准:
HB/Z140 航空用高温合金热处理工艺
C3S 164 GH93合金冷轧薄板技术条件
C3S 593 GH93合金热轧和锻制棒材技术条件
GH93/NCK20TA热处理制度:
a冷轧薄板,(1100~1150)℃/AC+710℃±10℃*16h/AC,其中固溶处理的保温时间由板子厚度而定,HB≥290HV;
b棒材,(1050~1080)℃*8h/AC+710℃±10℃*15h/AC
GH93/NCK20TA 金相组织结构:
在奥氏体基体上析出γ'相,M23C6型碳化物呈链状分布在晶界,MC型碳化物主要以颗料状分布于晶内,未发现M7C3型碳化物。
GH93/NCK20TA工艺性能与要求:
A该合金热加工塑性良好,在1050~1150℃温度范围内,允许镦粗变形量为80%而不开裂,锻造开坯温度1130~1150℃,终锻温度不低于950℃。
B该合金的晶粒度平均尺寸与锻件的变形程度、终锻温度密切相关。
C板材可采用氩弧焊联接,固溶状态焊接性尚好,焊后就消除应力并进行时效处理。
D该合金在固溶状态切削性能优于时效状态。
GH93/NCK20TA主要规格:
GH93无缝管、GH93钢板、GH93圆钢、GH93锻件、GH93法兰、GH93圆环、GH93焊管、GH93钢带、GH93直条、GH93丝材及配套焊材、GH93圆饼、GH93扁钢、GH93六角棒、GH93大小头、GH93弯头、GH93三通、GH93加工件、GH93螺栓螺母、GH93紧固件。